更新时间:2015-07-08 17:26:09 点击次数:
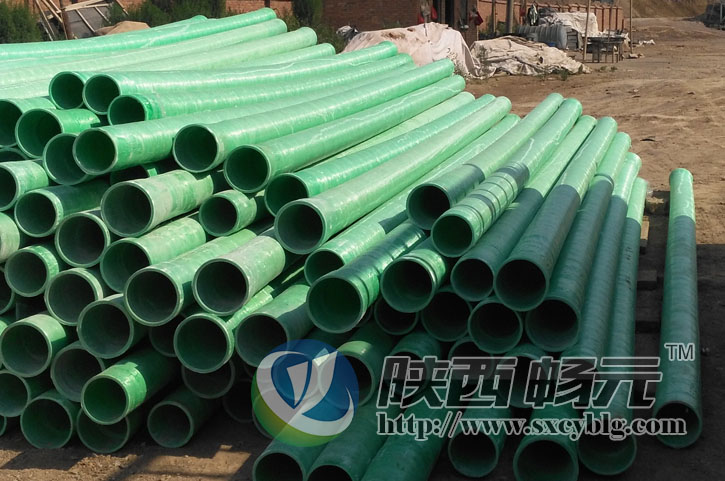
玻璃纤维缠绕玻璃钢管是玻璃钢结构生产中的一种重要的成型工艺。由于这种工艺易于实现机械化、自动化,与其它成型工艺相比,劳动强度低,产品的质量稳定,成本低,因此得到了广泛的应用。缠绕工艺一般由下列各工序组成:胶液配制、纤维的烘干处理、芯模或内衬制造、浸胶、缠绕、固化、检验、修整、成品。针对不同的制品,芯模和内衬材质有不同的选择。

内衬的种类和选择
要求内衬有好的气密性、耐腐性、耐高低温性等。
(1)铝内衬
气密性好。刚性较好,保证张力不变,耐疲劳次数可达2000次以上。缺点:来源困难,焊接技术高(用氩弧焊)。要多种加工设备。
(2)钢内衬
耐疲劳次数5000次以上,爆破压力高,但太重,不耐腐。
(3)橡胶内衬
来源广,工艺简单,易修补,耐腐,耐疲劳,但是易变性,要有芯模才能成型。有慢速渗漏缺点。
(4)塑料内衬
国外用ABS做内压容器的内衬,国内常用尼龙-6做内衬,制作方便。塑料内衬又可当模具,耐磨、气密性好,有发展前途。缺点:冲击性能低,低温脆,耐酸碱差。
常用的几种芯模
缠绕时必须有与产品内腔尺寸一样的芯模,内衬若有足够刚度和强度时,可同时作为芯模用,国内常用的芯模有以下几种
(1)金属组合模
适用于大批量生产,保证质量。固化温度不受限制,表面光滑,对于不收口的管形或环形制品较为适用,但对于有封头的容器,芯模加工量大,装配复杂,拆模要小心。
(2)用PVA掺砂子制作组合芯模
即在圆筒表面涂上PVA 和砂子,比例是:PVA 1克 搭配 水10毫升。芯模的封头曲线用板刀口来保证,烘干温度不要超过160摄氏度,否则,PVA会脱水,一旦脱水,脱模时就难以用水来溶解PVA,造成脱模困难。
因此这种结构简单,尺寸变动灵活,强度、刚度好,脱模容易,但是精度不高,面层制作较困难,适于固化温度低于150摄氏度的中小型缠绕件。
(3)木材-FRP组合模
适用于强度、精度要求不高的大型制品,用方木和胶合板做成筒体,另用手糊法制成FRP封头,作为FRP制品的一部分。
(4)金属-FRP组合模
用金属材料作支撑架,封头及筒体用FRP制成,然后装配而成,适用于强度、精度要求不高的制品。
(5)石膏-砂子芯模
将石膏与砂子以1:8混合,加入20%水再混合,然后注入模子中,干后便是坚硬芯模,产品制成后灌入水,即可清除砂子和石膏。
以上玻璃钢管缠绕工艺技术内衬和芯模的种类和选择。
上一篇:玻璃钢管的管道安装要求
电话:029-84111666地址:陕西西安西咸新区沣西新城大王镇康中村邮箱:info@sxcyblg.com
版权所有:陕西畅元玻璃钢夹砂管厂家制造商备案号:陕ICP备15001746号-6网站地图
在线咨询
工作日:8:00-21:30手机:17792078636
电话:029-84111666
邮箱:lee@sxcyblg.com
客服:
手机:18629084528
电话:029-84111666
邮箱:info@sxcyblg.com
客服:
 专业的玻璃钢电缆管生产厂家
专业的玻璃钢电缆管生产厂家 玻璃钢夹砂管专业的生产厂家
玻璃钢夹砂管专业的生产厂家